過膜厚で層間剝離、西側に面した鋼桁下フランジなどを中心に腐食
神奈川県 名橋『城ヶ島大橋』で塗替えに着手 3年間で5800m2
神奈川県東部漁港事務所が所管する城ヶ島大橋で抜本的な塗替えが行われている。同橋の鋼橋部は供用開始以来塗り重ねが進められており、過膜厚で層間剝離も生じていた。また西側に面した鋼桁下フランジなどを中心に腐食が進んでいる個所もあり、今年から3か年の計画で5,800㎡強を塗り替えるもの。塗膜に鉛(鉛入り錆止めペイントや鉛丹など)を含んでいることや直下に漁港や工場などがあることから、ブラストを行わず、IH(電磁誘導加熱、IH塗膜除去工法研究会)や塗膜剥離剤(アクアインプラス)を使用して塗膜を除去した上で2種ケレンないし3種ケレンを行い、塗り替えるもの。塗替え塗料にはアースコートシステムを用いる。(井手迫瑞樹)

城ヶ島大橋鋼桁部(一番左側の足場がかかっている部分が今回の塗替え範囲)(井手迫瑞樹撮影)
城ケ島大橋は、神奈川県南端の三浦市本土と城ヶ島を跨ぐ橋りょうで、昭和32年に起工し、35年に建設された橋長575m、有効幅員10.6m(全幅員11.4m)のPC・鋼複合橋。詳細は城ケ島側の側径間が192.7mのPCポステン単純T桁×5連、中央径間が235.6mの鋼3径間連続鋼床版箱桁、三浦半島側の側径間が146.7mのPCポステン単純T桁×4連という構造だ。下部工を清水建設、上部工は鋼桁部を横河橋梁製作所(現・横河ブリッジ)、PC桁部をオリエンタルコンクリート(現・オリエンタル白石)がそれぞれ担当して建設された。

横河橋梁製作所が建設したと示されている(井手迫瑞樹撮影)
鋼桁部は、供用以来約4~6年周期で8度にわたって、塗り重ねられてきた。最近でも2013~17年に部分的な塗替えを施された。その結果、膜厚は最薄部でも1,281μm、最厚部では1,960μmと約2mmに達している。また積層数は実に24層に達している。経年劣化によるさびやはがれ、膨れ、割れ、退色があり一部では層間剝離も生じていた。とりわけ橋の西側(相模湾側)は、黒潮の影響により海風が常時吹き、悪天候時は激しい風に晒されることが多いことから損傷が激しく、足場を設置するため、箱桁下フランジの塗膜を除去してみると、腐食が著しく進んでいる個所が多く、断面欠損も多くの箇所で見られた。隅角や添接部でも同様の損傷が見られた。またウエブ平滑部においても点々と断面減少が生じている個所もあった。これは層間剝離の影響などにより、塩分を含んだ水が入り込み、空気と反応して損傷が生じてしまった可能性が考えられる。


特に西側の損傷が大きい傾向にある(井手迫瑞樹撮影)
足場の治具を下フランジに設置できないため、上部は張り出し床版の縦桁やブラケット、下部はウエブに金具を取り付け、足場を設置した。足場はSKパネルを用いている。火災事故などが起きないよう内部に難燃シート、外部には防炎シートと2重に配置し、剥離塗膜の足場からの飛散防止と火災防止を図った。

さて、今回塗替えを行うのは、P4(本土側)側45.8mの鋼桁外面塗装804㎡である。

橋梁補修一般図(神奈川県東部漁港事務所提供)

塗装塗り替え工(外面)詳細図(神奈川県東部漁港事務所提供)
塗膜除去は平滑部および添接部の519㎡をIHし、張出床版部の285㎡を塗膜剥離剤でそれぞれ施工する。IHは、温度を上げすぎて内面塗装が劣化しないよう、上限温度を250℃に設定している。また、間隔を20cm程度空けてゼブラ状に施工することで、重ね部をなくし、温度上昇を抑制している。実際の鋼材表面温度は120℃ほどしか上がらずに塗膜を剥離させていた。添接部(リベット構造)についても、当初は専用のアタッチメントを使っての施工を考えていたが、実際には平滑部に使うものと同じアタッチメントで周囲を電磁誘導加熱で塗膜を加熱し、既設塗膜を剥離できていた。IH施工後は養生時間をとらず、鉛丹の一部やプライマーを除いた厚い塗膜を素早くスクレーパーで掻き落とせていた。平均して1日30㎡程度の施工効率となっており、10日で予定面積の施工を完了した。施工機器は4tトラック1台にコンパクトにまとめており、橋上を一部車線規制して配置し、そこからケーブルを伸ばして施工していた。

橋上を一部車線規制して配置し、ケーブルを伸ばして施工 (井手迫瑞樹撮影)


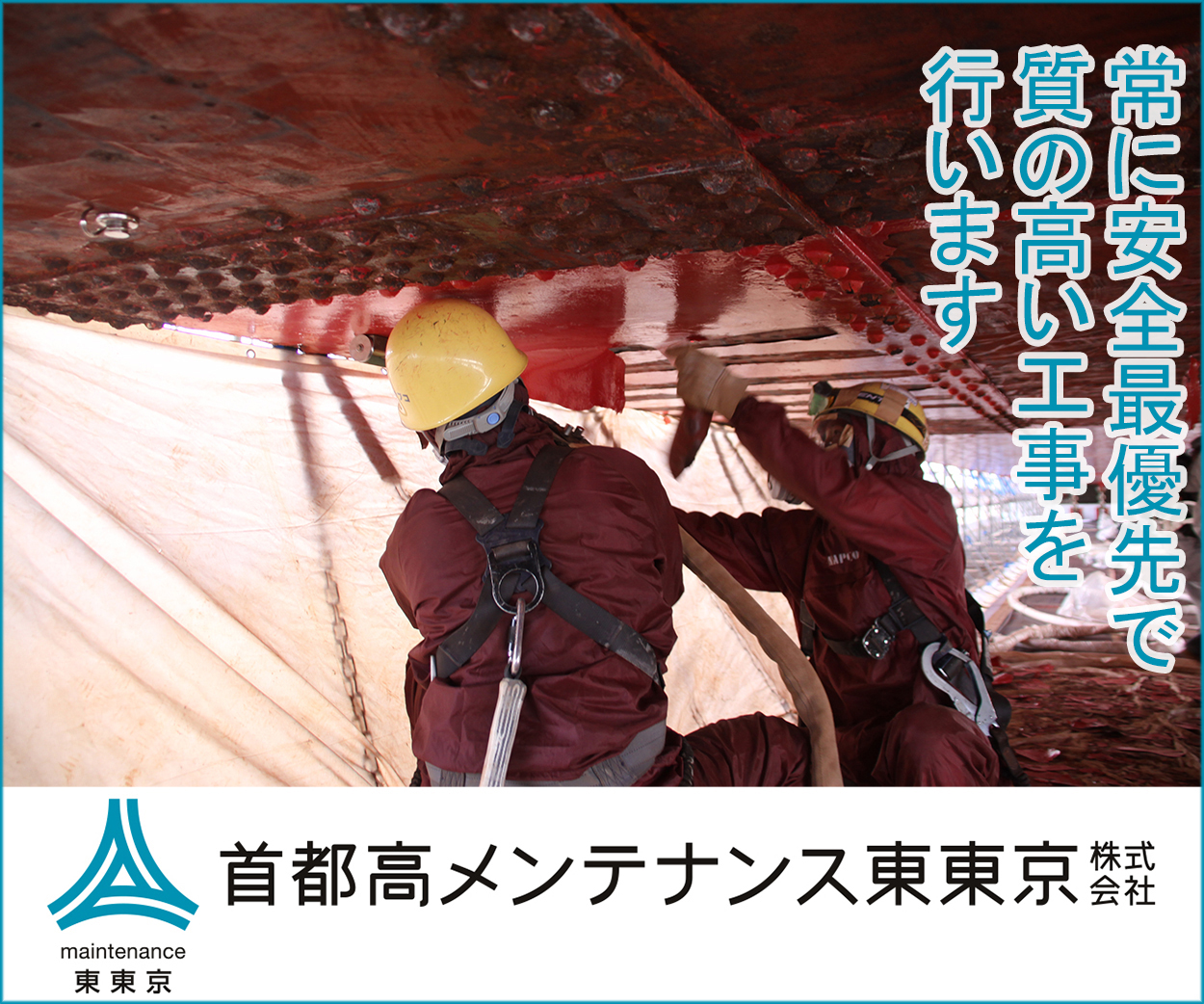
IHの施工①(井手迫瑞樹撮影)


IHの施工②(左:間隔をあけて電磁誘導加熱を行い、掻き落としも施工している)
(右:表面温度が上がりすぎないように温度計測しながら施工する)(いずれも井手迫瑞樹撮影)
塗膜剥離剤は、鉛入り錆止めペイントやMIOなどが過去の塗膜に含まれていることもあり、「昨年に実橋で試験施工した結果、6回の剥離剤塗布及び掻き落とし作業が必要と判断した」(同事務所)。塗膜剥離剤塗布後、掻き落とし作業までの養生時間は24時間を想定していたが、塗膜の膨潤が進まない箇所は養生時間を長めにとっていた。施工日数は1か月程度を要する見込みだ。

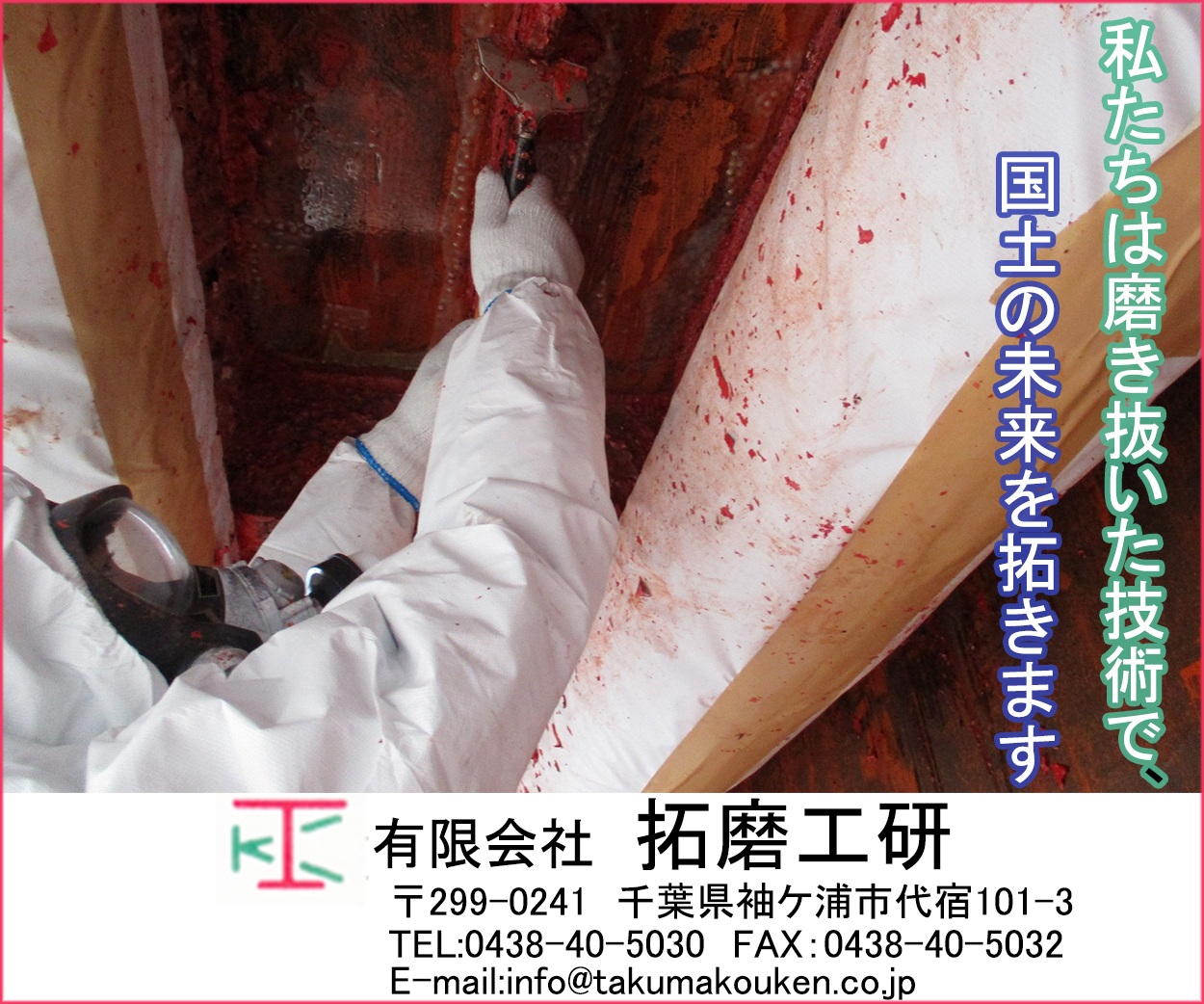
剥離剤の塗布

同掻き落とし状況
両工法の施工にあたっては、塗膜剥離に要する時間が異なるために、剥離後の素地調整および塗装の実施タイミングが難しい。その工夫として、工区を箱桁底面中央より東側半分(1工区)、西側半分(2工区)で分け、IH 剥離を先行して 1工区より実施し、1工区の IH 剥離が完了したら 2工区へ移行と同時に 1工区の薬品剥離を開始して作業が混在しないように実施する。また、剥離後の塗装前に塩分測定による正常な塗装面確認と素地調整を実施するので、剥離によるタイムラグが生じても健全な塗装面を確保することができる。
塗膜剥離後は、発錆や腐食が生じている個所では、サンダーなどにより2種ケレンし、それ以外の箇所では3種ケレンBで対応する。
塗膜剥離作業や素地調整を行う際には、作業員が粉塵を吸引しないように、防塵 マスク、保護メガネ等の保護具を着用の上施工していた。また、剥離した塗膜については、作業内の塗膜かすを毎日回収して指定の保管場所に仮置きした。塗膜の保管もドラム缶等を使用して、塗膜を入れる時以外は蓋を閉めて飛散を防止した。


施工の際に身に着ける保護具/作業内の塗膜かすは毎日回収(井手迫瑞樹撮影)
塗替えは錆転換型防錆塗装「アースコートシステム」を使用した。1層目に脱脂剤兼用防錆皮膜処理剤、下塗りに変性エポキシ樹脂系特殊塗料を2層重ね、さらに弱溶剤系ふっ素樹脂塗料を中塗および上塗りで施工する。膜厚は全部で175μm。「アースコートシステム」は、防錆前処理剤と防錆塗料がさび成分と強固に反応(錆転換)することで錆の進行を抑制・固着し、かつ安定した防錆皮膜を形成して防錆力を発揮するもので、素地調整を軽減しつつ、所定の防食性能を発揮できることが特徴だ。また、施工にあたっては大きさの異なるローラーや刷毛などを場所に応じて使い分け、丁寧に塗装していた。


アースコート1層目の施工状況(井手迫瑞樹撮影)


アースコート2層目の施工状況


アースコート上塗りの施工状況
設計は横浜エンジニアリング、施工元請はさがみ塗装工業、一次下請は首都高メンテナンス東東京(IH)、エムピーシー(足場仮設、塗膜剥離剤施工および塗装)、二次下請は、ナプコ(IH)、拓磨工研(塗膜剥離剤施工および塗装)。 (2020年5月30日掲載、6月3日写真追加掲載)